Yüksek hızlı granül ve toz paketleme makinesi
Cat:Evrensel tam otomatik granül paketleme makinesi
Ana teknik parametreler: 1) Ekipman Modeli: MP140; 2) Tasarlanan paketleme hızı: 400-600 paket/dakika; 3) Bitmiş Paket Boyutları: ...
Ayrıntıları gör
En
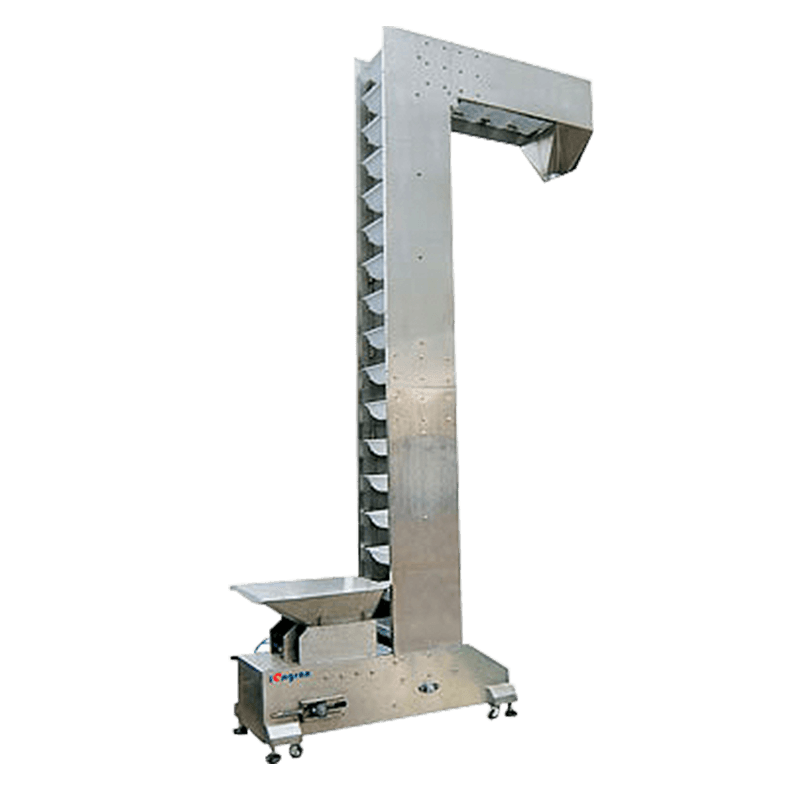
Zincir tahrikli kovalı elevatör, bir dizi kovayı sürekli bir döngüde taşımak ve dökme malzemeleri (tahıl, çimento, gübre, kömür, mineraller veya endüstriyel tozlar) daha alçak bir yükleme noktasından yüksek bir boşaltma noktasına kaldırmak için çekiş elemanı olarak bir veya iki sonsuz zincir kullanan sürekli dikey bir taşıma makinesidir. Zincir, asansörün üst (baş) ve alt (ön) kısmındaki dişlilere bağlanır; tahrik ünitesi tipik olarak zincirin ve kovaların tahrik dişlisi üzerinde hareket ettiği ve malzemenin merkezkaç kuvveti, yerçekimi veya her ikisinin bir kombinasyonu ile bir boşaltma kanalına boşaltıldığı baş kısmında bulunur.
Zincir tahrikli ve kayış tahrikli kovalı elevatörler arasındaki temel fark, çekiş elemanında ve her sistemin uygun olduğu çalışma koşullarında yatmaktadır. Bantlı elevatörler, kovaları taşımak için kauçuk veya kumaş bir taşıma bandı kullanır; bu, sorunsuz, sessiz çalışma, kırılgan malzemelerde kovanın daha az aşınması ve daha yüksek çalışma hızları sunar; ancak bant gerginliği sorunlu hale gelmeden önce çalışma sıcaklığı, malzeme aşındırıcılığı ve maksimum kaldırma yüksekliği ile ilgili sınırlamalara sahiptir. Zincir tahrikli kovalı elevatörler aksine, önemli ölçüde daha yüksek sıcaklıklara dayanabilen, bir lastik bandı hızla tahrip edebilecek kaba, aşındırıcı ve ağır malzemeleri kaldırabilen ve daha yüksek kova dolum seviyeleriyle daha düşük hızlarda çalışabilen çelik zincirler kullanın; bu kombinasyon, zincirli elevatörleri çimento üretimi, madencilik, çelik fabrikası ham madde taşıma ve sıcak veya kimyasal açıdan agresif dökme katıların işlenmesi gibi ağır endüstriyel uygulamalar için tercih edilen seçenek haline getirir.
Her bir ana bileşenin işlevini anlamak, spesifikasyona, sorun gidermeye ve bakım planlamasına yardımcı olur. Zincirli kovalı elevatör, birbiriyle ve çalışma koşullarıyla doğru şekilde eşleştirilmesi gereken, birbirine bağlı birçok sistemden oluşur.
Baş bölümü asansörün üst kısmında bulunur ve tahrik dişlisini, şaftı, yatakları ve boşaltma oluğunu barındırır. Tahrik dişlisi zincirle iç içe geçer ve yüklü zinciri ve kepçeleri yükselen tarafta yukarıya çekmek için tahrik ünitesinden (tipik olarak bir dişli kutusu ve bazen bir akışkan kaplin veya değişken frekanslı tahrik aracılığıyla bağlanan bir elektrik motoru) torku iletir. Kafa bölümü aynı zamanda malzemenin kovalardan çıkış kanalına çıktığı boşaltma noktasını da sağlar. Kafa bölümünün geometrisi (dişli çapı, başlık şekli ve boşaltma kanalı açısı), boşaltmanın esas olarak santrifüjlü atışla mı, yerçekimiyle mi yoksa pozitif (kılavuzlu) boşaltmayla mı gerçekleşeceğini belirler; bunların her biri farklı malzeme türlerine ve çalışma hızlarına uygundur.
Asansörün tabanındaki bagaj bölümü kuyruk dişlisini, malzeme yükleme girişini ve zincir germe sistemini barındırır. Malzeme bagaja ya bir giriş kanalı yoluyla yerçekimiyle (santrifüj yükleme) ya da bagajdaki bir havuzdan malzemeyi çeken kovalarla (kazmalı yükleme) beslenir. Germe mekanizması (tipik olarak bir vidalı gerdirme veya yer çekimiyle gerdirme) kuyruk mili konumunu hareket ettirerek zincirdeki gerilimi ayarlar, aşınma ve termal genleşmeden kaynaklanan zincir uzamasını telafi eder. Doğru zincir gerginliğini korumak, sorunsuz çalışma ve zincirin dişlilerden çıkmasını önlemek açısından kritik öneme sahiptir. Bagaj bölümü ayrıca, özellikle kepçelerin dolum sırasında malzeme yığınına tekrar tekrar çarptığı kazı yüklü asansörlerde, malzeme birikmesine ve aşınmaya en duyarlı konumdur.
Asansör mahfazası, kafa ile bagaj arasındaki dikey hat boyunca zincir ve kova düzeneğini çevreleyerek malzemeyi barındırır, tozu kontrol eder ve yapısal destek sağlar. Muhafazalar tipik olarak standart uygulamalar için yumuşak çelik plakadan, paslanmaz çelikten, aşınmaya dayanıklı çelikten veya aşındırıcı, yüksek sıcaklıktaki veya yüksek derecede aşındırıcı malzemeler için özel alaşımlı yapıdan üretilir. Muhafaza bölümleri, gerekli kaldırma yüksekliğine sahaya ve saha montajına nakliyeye olanak sağlamak için modüler uzunluklarda (genellikle bölüm başına 1,5 ila 3 metre) birbirine cıvatalanır. Muhafaza boyunca düzenli aralıklarla bulunan inceleme kapıları, çalışma sırasında zincire ve kovalara görsel erişim sağlar ve bakım ve tıkanıklıkların giderilmesini kolaylaştırır. Patlayıcı tozlu ortamlar için (bunun başlıca örneği tahıl taşımadır) mahfaza, geçerli ATEX veya eşdeğer toz patlamasını önleme veya havalandırma standartlarına uygun şekilde tasarlanmalı ve yapılmalıdır.
Zincir, zincir tahrikli kovalı elevatörün tanımlayıcı öğesidir ve her uygulamanın çekme yükü, aşınma, sıcaklık ve korozyon koşullarının kombinasyonuna göre seçilmelidir. Kovalı elevatörlerde kullanılan zincir türleri arasında dövme baklalı zincir (yuvarlak baklalı veya saplama baklalı zincir olarak da bilinir), dövülebilir demir zincir, dökme çelik zincir ve mühendislik sınıfı makaralı zincir bulunur. Dövme baklalı zincir, ağır hizmet madencilik ve çimento uygulamalarında en yaygın olanıdır; dövme çelik baklalar mükemmel yorulma direnci ve darbe dayanıklılığı sunar. Konsept olarak bisiklet veya motosiklet zincirine benzer, ancak çok daha ağır endüstriyel sınıflarda olan mühendislik sınıfı makaralı zincir, dişli bağlantısı için hassas adımın önemli olduğu ve makaralı zincirin dövme baklaya kıyasla daha düşük ağırlığının yüksek hızlı uygulamalar için avantajlı olduğu asansörlerde kullanılır. Zincir adımı (bağlantı noktaları arasındaki merkezden merkeze mesafe) kepçe aralığına ve dişli diş geometrisine tam olarak uymalıdır.
Kovalar are the carrying elements that scoop, transport, and discharge the material. They are manufactured in a range of materials — mild steel, high-chrome white iron, stainless steel, polyethylene, and nylon — and in several profile geometries suited to different material types and operating speeds. Pressed steel buckets are the standard for medium-duty applications. Cast iron or high-chrome white iron buckets are used for highly abrasive materials such as clinker, sand, and ore. Polyethylene and nylon buckets are used for food-grade, pharmaceutical, and mildly abrasive applications where contamination from metal particles is a concern. Bucket profile — the relationship between bucket width, projection (depth), and back-plate height — is matched to the material's bulk density, lump size, and flowability to achieve efficient filling and clean discharge.
Zincir kovalı elevatörler zincir konfigürasyonuna, kova aralığına ve boşaltma yöntemine göre kategorize edilir. Her tip, belirli malzeme özellikleri ve kapasite gereksinimleri için optimize edilmiştir.
| Tür | Zincir konfigürasyonu | Deşarj yöntemi | En uygun malzemeler | Tipik uygulama |
| Tek zincirli santrifüj | Bir merkezi zincir | Santrifüj atış | Serbest akışlı taneler, tohumlar, granüller | Tahıl işleme, gübre |
| Çift zincirli santrifüj | İki yan zincir | Santrifüj atış | Daha ağır granüler malzemeler | Kömür, potas, agrega |
| Çift zincir yerçekimi | İki yan zincir | Yerçekimi / pozitif deşarj | Yapışkan, topaklı veya kırılgan malzemeler | Klinker, cüruf, büyük kömür topakları |
| Süper kapasite / yüksek kapasite | İki ağır zincir, büyük kova | Yerçekimi / pozitif deşarj | Yüksek yoğunluklu dökme katılar | Çimento farin, kırma taş, cevher |
| Sürekli (askılı) kova | İki zincir, yakın aralıklı kovalar | Pozitif boşaltma (kepçe uçları bir sonraki kepçenin üzerine) | Kırılgan, yapışkan veya havalandırılmış malzemeler | Çimento, uçucu kül, alümina, kimyasallar |
Kovaların, öndeki kovanın arkasının arkadaki kovadan malzeme boşaltmak için bir kılavuz yüzey görevi görecek kadar yakın yerleştirildiği sürekli kovalı elevatör, çalışma prensibinin santrifüjlü boşaltma türlerinden temel olarak farklı olması nedeniyle özel ilgiyi hak ediyor. Kafada, malzemeyi merkezkaç kuvvetiyle dışarı doğru atmak yerine, kovalar kafa dişlisinin üzerinden geçer ve ileri doğru eğilerek malzemeyi önceki kovanın arkasına ve oradan da boşaltma kanalına boşaltır. Bu pozitif boşaltma mekanizması, çalışma hızından bağımsızdır; bu, sürekli kovalı elevatörlerin santrifüj tiplere göre daha düşük hızlarda çalışmasına olanak tanır; bu, santrifüjlü boşaltmanın yüksek hızlı etkisinden zarar görebilecek kırılgan malzemeler ve santrifüj atışıyla kendi kendine temiz bir şekilde boşalamayan yapışkan veya yapışkan malzemeler için bir avantajdır.
Zincir tahrikli bir kovalı elevatörün doğru şekilde boyutlandırılması, gerekli hacimsel ve kütlesel üretim miktarının hesaplanmasını ve ardından bu verimi güvenilir bir şekilde sağlayan bir kova boyutu, kova aralığı, zincir hızı ve tahrik gücünün seçilmesini gerektirir. Boyutun altında boyutlandırma sistem darboğazı yaratır; Aşırı boyutlandırma sermaye israfına neden olur ve işletme maliyetini artırır. Aşağıdaki metodoloji önemli boyutlandırma adımlarını kapsamaktadır.
Bir kovalı elevatörün teorik hacimsel kapasitesi, kova hacmi, kova doldurma faktörü, zincir hızı ve kova aralığından hesaplanır. Formül şu şekildedir: Q (m³/h) = (V × φ × 3600 × v) / a, burada V litre cinsinden kova hacmidir, φ doldurma faktörüdür (malzemenin akışkanlığına ve yükleme yöntemine bağlı olarak genellikle 0,6 ila 0,85), v saniye başına metre cinsinden zincir hızıdır ve a metre cinsinden kepçe adımıdır (kepçe bağlantı noktaları arasındaki boşluk). Kütle verimi daha sonra hacimsel kapasitenin malzeme kütle yoğunluğuyla çarpılmasıyla elde edilir. 2,0 ila 2,5 t/m³ demir cevheri gibi yüksek kütle yoğunluğuna sahip malzemeler için zincir ve kova, yalnızca hacimsel üretime değil, zincirin doğrusal metresi başına ortaya çıkan yüksek kütle yüküne göre seçilmelidir.
Kovalı elevatörlerdeki zincir hızı, eşdeğer bantlı elevatörlerdeki bant hızından önemli ölçüde daha düşüktür, bu da daha ağır zincir kütlesini ve dişli çark temasında zincir üzerinde aşırı merkezkaç kuvvetlerinden kaçınma ihtiyacını yansıtır. Tipik zincir hızları, ağır hizmet tipi çift zincirli yerçekimi boşaltmalı asansörler için 0,4 ila 1,0 m/s arasında değişir; santrifüjlü boşaltma türleri için 1,0 ila 1,8 m/s'ye yükselir ve herhangi bir zincirli asansör uygulaması için nadiren 2,0 m/s'yi aşar. Daha yüksek zincir hızları, belirli bir kova hacmi ve aralığı için kapasiteyi artırır, ancak aynı zamanda zincir aşınmasını, dişli aşınmasını ve kovalar bagaj bölümüne girerken zincir baklaları üzerindeki darbe yükünü artırır. Aşındırıcı, topaklı veya sıcaklığa duyarlı malzemeler için koruyucu zincir hızı seçimi, servis ömrünü önemli ölçüde uzatır.
Zincirli kovalı elevatör için gereken tahrik gücü, malzemeyi kaldırmak için gereken güç (faydalı iş bileşeni) ile zincir sürtünmesi, kova hava direnci ve aktarma organı kayıpları tarafından tüketilen gücün toplamıdır. Kaldırma gücü: P_lift (kW) = (Q × H × g) / (3600 × η), burada Q, t/h cinsinden kütle verimidir, H metre cinsinden kaldırma yüksekliğidir, g yer çekimi ivmesidir (9,81 m/s²) ve η genel tahrik verimliliğidir (tipik olarak dişli kutusu ve zincir tahrik kayıpları toplamı için 0,85 ila 0,92). Toplam kurulu motor gücü, başlatma yüklerini, ara sıra oluşan aşırı yükleri ve zincir aşındıkça ve hizmet ömrü boyunca uzadıkça gelişen ek zincir sürtünmesini karşılamak için hesaplanan gereksinimin 1,25 ila 1,5 üzerinde bir hizmet faktörünü içerir.
Zincir tahrikli kovalı elevatörler, bantlı elevatörlere göre daha geniş bir yelpazedeki zor malzemeleri işler, ancak her malzemenin işlenmesi aynı derecede kolay değildir. Aşağıdaki malzeme özelliklerinin asansör tasarımı ve bileşen seçimi için özel etkileri vardır.
Zincir, zincir tahrikli kovalı elevatördeki en kritik ve arızalanmaya en yatkın bileşendir. Doğru zincir seçimi ve çekme yükü yönetimi, asansör tasarımında en önemli teknik kararlardır.
Maksimum zincir gerilimi, baş dişlinin yükselen yüklü tarafında meydana gelir ve yükselen taraftaki yüklü zincirin ve kovaların ağırlığı artı boş zinciri ve kovaları yerçekimine ve sürtünmeye karşı alçalan taraftaki çekmek için gereken gerilimin toplamıdır. Çift zincirli bir asansörde toplam gerilim iki zincir arasında eşit olarak paylaştırılır, dolayısıyla zincir başına çalışma gerilimi hesaplanan toplam gerilimin yarısı kadar olur. Seçilen zincirin, hesaplanan çalışma geriliminin önemli ölçüde üzerinde bir minimum kopma yüküne (MBL) sahip olması gerekir - MBL'ye karşı minimum 7:1 güvenlik faktörü, sürekli çalışan kovalı elevatör zincirleri için gelenekseldir; büyük parçalı malzemelerden kaynaklanan ciddi darbeli yükleme veya tam yüke karşı sık çalıştırmaların olduğu uygulamalar için 10:1'e yükselir.
Zincir yorgunluğu (tekrarlanan döngüsel yükleme altında zincir baklalarının giderek zayıflaması), bakımlı asansör zincirlerinde statik aşırı yükten ziyade birincil arıza modudur. Bir zincirin yorulma ömrü büyük ölçüde çalışma geriliminin MBL'ye oranına bağlıdır; MBL'lerinin daha düşük kısımlarında çalıştırılan zincirler, nominal kapasitelerine yaklaştırılan zincirlerden orantısız bir şekilde daha uzun süre dayanır. Hesaplamanın gerektirdiği minimum değerin üzerinde bir sonraki zincir boyutunun seçilmesi, daha ağır zincirin artan maliyetinin, zincir değişimi için planlanmamış aksama süresinin maliyetine kıyasla küçük olması nedeniyle, genellikle kullanım ömrü maliyeti açısından gerekçelendirilir.
Zincir tahrikli kovalı elevatör, mekanik olarak basit bir makinedir, ancak bakım ihmal edilirse hızla bozulur. Aşağıdaki bakım uygulamaları servis ömrü ve kullanılabilirlik üzerinde en büyük etkiye sahiptir.
Zincir tahrikli kovalı elevatör satın almak önemli bir sermaye yatırımıdır ve operasyonel performans ile toplam sahip olma maliyeti büyük ölçüde spesifikasyonun gerçek uygulama gereksinimlerine ne kadar iyi uyduğuna bağlıdır. Aşağıdaki değerlendirme çerçevesi, bir tedarikçiye veya tasarıma taahhütte bulunmadan önce çözülmesi gereken temel soruları kapsamaktadır.

Ana teknik parametreler: 1) Ekipman Modeli: MP140; 2) Tasarlanan paketleme hızı: 400-600 paket/dakika; 3) Bitmiş Paket Boyutları: ...
Ayrıntıları gör
MP-500N/500N2 Dahili Vakum Ambalaj Makinesi, besleme, tartım, torba şekillendirme, doldurma, şekillendirme, vakum sızdırmazlığı, kesme ve bitmiş ür...
Ayrıntıları gör
Bu ambalaj sistemi, özellikle ince partikül malzemelerinin hassas ölçülmesi ve paketlenmesi için tasarlanmış bir ölçüm kabı ölçüm makinesi ve MP-50...
Ayrıntıları gör
Bu birim, özellikle yüksek viskoziteli malzemelerin ölçülmesi ve doldurulması taleplerini karşılamak için tasarlanmıştır. Servo rotor ölçüm pompası...
Ayrıntıları gör
Amaç ve özellikler MP-100 Kartonlama Makinesi, granüller, tozlar ve paketlenmiş eşyalar gibi çeşitli malzemeleri özel büyüklükteki kartonla...
Ayrıntıları gör
MPHB50, otomatik tartma, torba besleme, doldurma, paketleme, sızdırmazlık ve teslimat entegre eden gelişmiş bir ambalaj sistemidir. Çeşitli granüle...
Ayrıntıları gör
Kısa Giriş: Bu tam otomatik ambalaj ünitesi, önceden paketlenmiş küçük torbaları (100-1000g) kompozit film çantalarına verimli bir şekilde ...
Ayrıntıları gör
Çalışma prensibi ve temel özellikler Kova asansörümüz, küçük blokların ve granüler malzemelerin dikey taşınması için tasarlanmış zincir güd...
Ayrıntıları gör
Yüksek hassasiyetli otomatik etiketleme makinesi, geniş bir ürün yelpazesi için doğru ve verimli etiketleme sağlamak üzere tasarlanmıştır. ± 1 mm&#...
Ayrıntıları gör
Özellikler: ● Açık, sağlam bir kodlama efekti sağlar. ● Farklı alan ortamlarına dayanacak şekilde oluşturulur ve genişletilmiş yüksek yü...
Ayrıntıları gör
Avantajlar : Bu ekipman, sürekli çalışma sırasında ürünlerin kesintisiz incelemesini sağlar, niteliksiz öğeleri tanımlar ve otomatik sı...
Ayrıntıları gör
Avantajları: MPJST metal algılama serisi, 20'den fazla ürünün algılama etkilerini ezberlemek için gelişmiş PC tabanlı dijital siny...
Ayrıntıları görAnhui Mach Paket Machinery Co., Ltd. granül ambalaj makinelerinin, toz ambalaj makinelerinin, sıvının araştırma ve geliştirme ve üretimine odaklanıyor Ambalaj makineleri ve tam otomatik üretim hatları.
Tushan Yolu, Xinzhan Bölgesi, Yaohai Bölgesi, Hefei Şehri, Anhui Eyaleti, Çin
+86 186 5603 2099
Copyright © Anhui Mach Paket Machinery Co., Ltd. All Rights Reserved.
Bize Ulaşın